Порядок регулировки клапанов хово евро 3
Методы регулировки клапанов двигателя делятся на 2 вида: т. е. регулировка клапана каждого цилиндра и двукратная регулировка. Метод двукратной регулировки приведен ниже: нажмите на педаль сцепления, поверните маховик с помощью большой отвертки, чтобы нацелить отметки на маховике на отметку на отверстии проверки маховика для испытаний коромысел 2 клапанов 1-ого и 6-ого цилиндров, если коромысло определенного цилиндра имеет зазор, это обозначает, что данный цилиндр находится в верхней мертвой точке сжатия. Если 1-ый цилиндр находиться в верхней мертвой точке сжатия, допускается регулировка 6 клапанов — 1, 2, 3, 5, 7, 10, а затем поверните двигатель на 1 оборот, отрегулируйте остальные 6 клапанов; если 6-ой цилиндр , находиться в верхней мертвой точке сжатия, допускается регулировка 6 клапанов — 4, 6, 8, 9, 11, 12, а затем поверните двигатель на 1 оборот. Отрегулируйте остальные 6 клапанов.
При регулировке клапана, сначала затяните регулировочный винт коромысла с помощью отвертки, ослабьте контргайку, затем поверните регулировочный винт по часовой стрелке для уменьшения зазора, для увеличения зазора поверните регулировочный винт против часовой стрелки (зазор впускного клапана 0,30 мм, зазор выпускного клапана 0,40 мм). Отрегулируйте до момента вытаскивания щупа, находящегося между коромыслом и клапаном, чувствуя легкое сопротивление, наконец, затяните контргайку.
Клапанные зазоры дизельного двигателя WP10: зазор впускного клапана (в холодном состоянии) 0,3 м;
зазор выхлопного клапана (в холодном состоянии) 0,4 м.
Регулировка клапанных зазоров показана на рис. 4-2, 4-3, 4-4а, 4-4 b, на рис. 4-4а, 4-4 b показана регулировка зазора выхлопного клапана системы WEVB.
Метод регулировки зазора выхлопного клапана после оснащения системой WEVB:


1. Поршень регулируемого цилиндра находится в верхней мертвой точке сжатия;
2. D положении ослабления регулировочного болта в сборе (2) от поверхности сальника коромысла выхлопного клапана, отрегулируйте регулировочный винт клапанного зазора регулировочного толкателя (10), доведите общий клапанный зазор до 0,4 мм, затяните контргайку.
 |
|
| Общий зазор выхлопного клапана в холодном состоянии 0,4 мм | |
Клапанный зазор со стороны выхлопногоклапана в холодном состоянии 0,25 мм
Примечание: В процессе регулировки следует повернуть регулировочный винт клапанного зазора до момента закрепления щупа, чтобы нажать поршень коромысла клапана (5) до требуемого положения и обеспечить отсутствие зазора межу поршнем и нижней плоскостью установочного отверстия для поршня коромысла выхлопного клапана.
3. Как показано на рис. 4-4b, вставьте щуп толщиной 0,25 мм между поршнем омысла клапана (5) и концом штока клапана или колпаком штока клапана, отрегулируйте регулировочный болт в сборе (2), доведите клапанный зазор до 0,25 мм, затяните контргайку.
Примечание: В процессе регулировки следует повернуть регулировочный винт клапанного зазора до момента закрепления щупа, чтобы нажать поршень коромысла клапана (5) до требуемого положения и обеспечить отсутствие зазора межу поршнем и нижней плоскостью установочного отверстия для поршня коромысла выхлопного клапана.
Фаза распределения (при зазоре впускного клапана 0,3 мм, зазоре выхлопного клапана 0,4 мм)
открытие впускного клапана: угол поворота коленвала 34-39° относительно передней верхней мертвой точки;
закрытие впускного клапана: угол поворота коленвала 61-67° относительно задней нижней мертвой точки;
открытие выхлопного клапана: угол поворота коленвала 76-81° относительно передней нижней мертвой точки;
закрытие выхлопного клапана: угол поворота коленвала 26-34° относительно задней верхней мертвой точки.
При измерении клапанного зазора, следует измерить зазор между поверхностью R головки коромысла клапана и концом штока клапана или колпаком штока клапана, регулировка зазора осуществляется с помощью регулировочного винта коромысла.
После разборки, сборки или при выполнении работ по техническому обслуживанию второй категории и выше, следует проверить клапанные зазоры, при проверке клапаны должны находиться в положении полного закрытия. В связи с этим, порядок проверки клапанных зазоров каждого цилиндра делятся на 2 вида: первый порядок проверки: поверните коленвал по последовательности зажигания цилиндров (1-5-3-6-2-4), чтобы данный цилиндр находился в верхней мертвой точке рабочего хода, при этом впускной клапан и выхлопной клапан находятся в положении полного закрытия, отрегулируйте клапанные зазоры, после завершения регулировки поверните коленвал 720°. Второй порядок проверки: только нужно повернуть коленвал 360°, в верхней мертвой точки начинания рабочего хода поршня 1-ого цилиндра отрегулируйте верхнюю мертвую точку начинания рабочего хода 1-ого цилиндра, отрегулируйте зазор впускного клапана и зазор выхлопного клапана 1-ого цилиндра, в то же время отрегулируйте зазор впускного клапана 2-ого цилиндра, зазор выхлопного клапана 3-его цилиндра, зазор впускного клапана 4-ого цилиндра, зазора выхлопного клапана 5-ого цилиндра, затем поверните коленвал до верхней мертвой точки начинания рабочего хода 6-ого цилиндра, отрегулируйте зазоры впускного клапана и выхлопного клапана 6-ого цилиндра, зазор выхлопного клапана 2-ого цилиндра, зазор впускного клапана 3-его цилиндра, зазор выхлопного клапана 4-ого цилиндра, зазор впускного клапана 5-ого цилиндра.

Продолжаем сборку двигателя. Настало время поршней, шатунов и прочего. Для начала укладываем двигатель горизонтально.
Прежде всего, взвешиваем все шатуны и поршни. Шатуны взвешиваем вместе с крышками и болтами. Поршни без упаковки и без пальцев.

Выясняем разницу в весе шатунов в 17 г, поршней 20 г. С поршнями конечно перебор. Поехали менять. Наконец подобрали. Затем группируем по весу — самый тяжёлый шатун к самому лёгкому поршню. Пальцы роли не играют — разница 1 г.
На выходе имеем по весу группу поршень-палец-шатун с разницей около 15 г.
Далее требуется нагреть поршни до 80 градусов для правильной установки пальцев. Решили приспособить для этого теплогенератор и чьё-то старое литьё. 🙂 Стопорные кольца с одной стороны установили заранее.

Пока поршни отогревались, протерли хорошенько втулки шатунов и постели вкладышей, расконсервировали пальцы, приготовили масло и кисточку.
Дозревшие поршни берём по одному, мажем палец, вставляем в поршень, совмещаем со втулкой шатуна, устанавливаем, стопорим.

Теперь очень тонкое занятие — установка поршневых колец без съёмника. Поршни этих дизелей имеют три кольца — 2 компрессионных и 1 маслосъёмное. На новых кольцах нанесена маркировка "ТОР" и заботливым дядюшкой Ляо вложена картинка по монтажу и типу колец. То есть перепутать наверняка никак.
Первым делом одеваем пружину маслосъёмного кольца и само кольцо.
Затем очень аккуратно одеваем второе компрессионное кольцо, не допуская его попадания в канавку верхнего кольца. Первое уже совсем просто. Разводим замки колец на 120 градусов. При этом замок в пружине должен попасть на разрез кольца — там идёт замочная направляющая из проволоки.

Ну вот и всё в сборе. Берём поршень в горизонтальное положение и промазываем маслом все кольца, следя за тем, чтобы масло попало на дно канавок. Устанавливаем обжимную ленту на поршень. Следим, чтобы все кольца легли в свои канавки, для верности постукиваем лёгким молотком по обжимке. Поршень готов к установке в гильзу. Мажем маслом постель вкладыша, устанавливаем верхнюю часть вкладыша, так же поступаем с крышкой.

Кроме того, понадобится динамометрический ключ и кусок проволоки, изогнутый крючком. Понадобится для протаскивания шатуна к шейке вала.

Смазываем гильзу маслом. Вставляем поршень шатуном в гильзу. Напарник со стороны вала цепляет крючком шатун за отверстие для болта. Для удобства проворачиваем вал таким образом, чтобы проходила рука к шатуну. Твёрдой деревяшкой (можно рукояткой молотка) постукиваем по поршню, равномерно по окружности. Напарник тянет крючком. Следим, чтобы обжимка не зашла в гильзу вместе с поршнем. Подтягиваем шатун к шейке, закрываем крышкой, затягиваем от руки шатунные болты. С учётом расположения шеек вала порядок установки поршней такой: 1-6, 2-5, 3-4.


Для затяжки шатунных болтов переворачиваем двигатель крышками вверх. И да. Шатунные болты заменяем новыми. Хотя и говорят, что можно и ещё раз их поставить. Нет. Дальше станет ясно почему.

Согласно китайских книжек, момент составляет 250 нм. Протягиваем в том же порядке, в каком и устанавливали поршни. Просто так удобнее.
Для начала тянем болты с моментом 120 нм. Затем наносим на головки болтов линии. Доворачиваем болты на угол примерно 90 градусов, при этом момент должен быть 250 нм.
И тут началось. Некоторые болты стали тянуться, то есть момент затяжки не растёт, а болт крутится. Решили выкрутить ненадёжные и провести замеры. Болты-то отвернулись, но из крышек их пришлось выбивать — раздавило силовой поясок на болте. Решили попробовать старые болты — ещё хуже. Тогда стали сравнивать новые болты с только что снятыми. Выяснилось расхождение в линейном размере на 0,2-0,4 мм. Замеряли штангенциркулем. Купили ещё болтов на замену. Оказались ещё хуже. И только в третий раз попались хорошие.
Можно приступать к сборке распределительного механизма. Для начала устанавливаем новый масляный насос. Затем вставляем паразитную шестерню в корпус лобовины и монтируем лобовину на место. Направляющих втулок и штифтов почему-то не предусмотрено, поэтому следим за тем, чтобы поверхность блока и лобовины была одним целым, иначе при установке поддона произойдёт перекос с последующей утечкой масла.
Для упрощения работы метку "0Т" на маховике совмещаем с меткой на картере маховика.

Затягиваем болты паразитной шестерни, предварительно совместив метку на втулке с меткой на прижимной шайбе. Монтируем шестерню привода масляного насоса на ось, крепим болтом. Теперь можно ставить шестерню распредвала. Она имеет метку, которую нужно совместить с меткой "0Т" на корпусе лобовины и при этом попасть отверстием на штифт распредвала. У нас метки не совсем совпадали, тогда приняли решение выставить маховик по букве "Т". На шестерне метка тоже совпала с меткой "Т" на лобовине. Подкрутив распредвал, попали штифтом в отверстие шестерни.
Проверка и регулировка зазоров в клапанах двигателя WD-615, WD- 10, WP-10
Торцовый ключ на 13
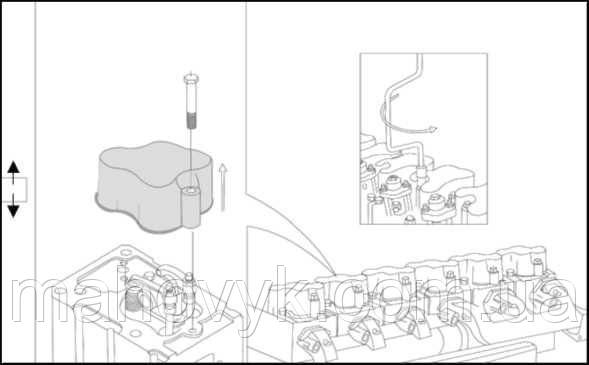
Снять все 6 крышек головки цилиндра.
Понадобиться ключ на 32
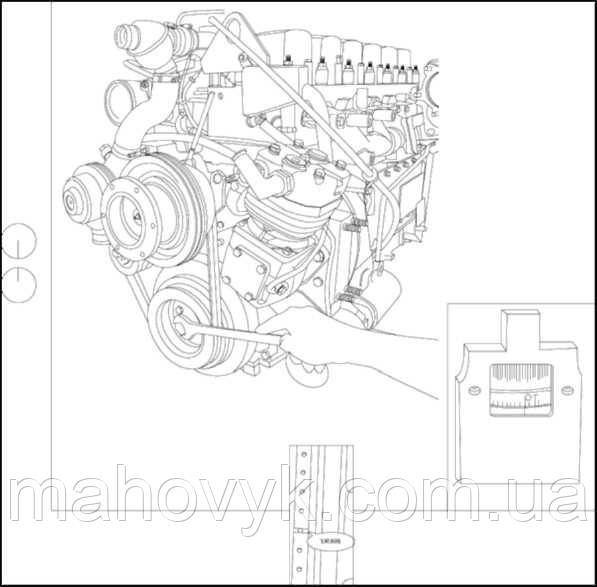
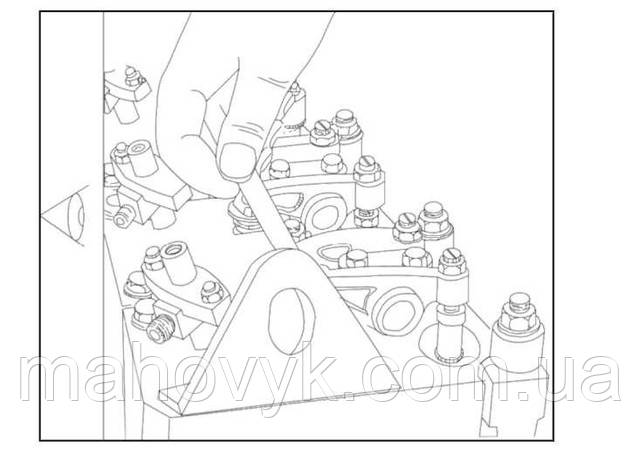
С помощью ключа на 32 провернуть коленчатый вал двигателя так, чтобы метка на картере маховика совпала с меткой на маховике “ OT ” , при этом поршень первого цилиндра будет находиться в положении верхней мертвой точки ( впускной и выпускной клапаны первого цилиндра находятся в закрытом состоянии). При этом проверьте штанги впускного и выпускного клапанов, они должны свободно вращаться. Если они зажаты проверните коленвал на 180 градусов .
Зазор впускного клапана 0.30мм
Зазор выпускного клапана 0.40мм
Рис. 3-6 Зазор впускного клапана в холодном состоянии 0,3 мм
Рис. 3-6 Зазор впускного клапана в холодном состоянии 0,4 мм
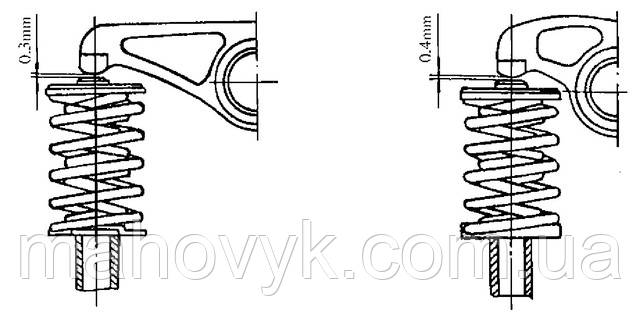
Внимание: при проверке зазоров клапанов, двигатель должен находиться в холодном состоянии – температура ниже 60 о С, когда щуп между головкой штока клапана и коромыслом зажмется, но не сильно, проверяемая величина зазора является правильной.
Регулировка зазоров клапанов:
1. Открутить все гайки 1 регулировочного болта 2 (см. рис. 3-7) впускных и выпускных клапанов, коромысла не должны быть зажаты и находиться в свободном положении.
2. Потом между коромыслом клапана 3 и торцом впускного клапана вставить щуп 0.3мм, для выпускного клапана щуп 0,4 мм и путём вращения болта 2 выполнить регулировку до зажима щупа и затянуть контргайку 1.
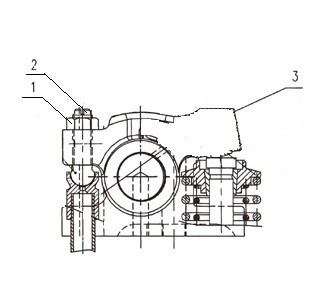
Рис. 3-7. Регулировка зазора клапанов.
1. Гайка для регулировки зазора клапана 2. Регулировочный болт. 3. Коромысло клапана
Проверку или регулировку зазоров клапанов необходимо выполнять в два этапа. Сначала регулировку выполнять в порядке указанном на рис. 3-8, потом необходимо провернуть коленвал на 360 о (поршень 6-го цилиндра будет находиться в ВМТ) и продолжить регулировку в порядке указанном на рис.3-9 ( I означает впуск, Е означает выпуск).
Отвёртка, ключ на 14
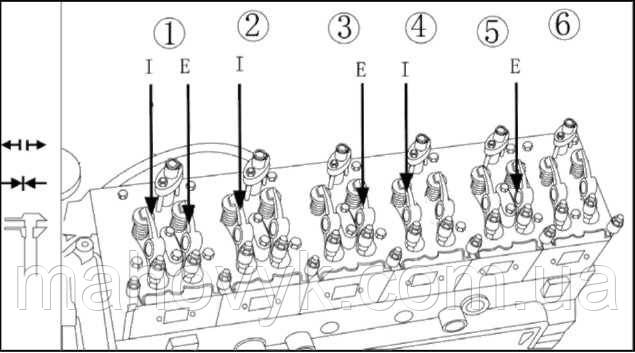
Рис. 3-8. Порядок регулировки зазоров клапанов (этап 1)
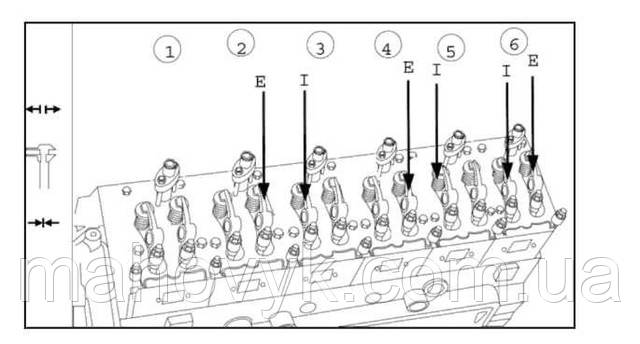
Рис. 3-8. Порядок регулировки зазоров клапанов (этап 2)
Внимание : После регулировки зазора с помощью щупа , затянуть контргайку рычага , и снова проверить зазор клапана в соответствии с требованиями
Рекомендуется на пол-оборота отпустить контргайку регулировочного болта, после чего окончательно проверить зазор щупом и затянуть контргайку.
Также можно выполнить регулировку зазоров клапанов используя следующую таблицу.