Установка поршневых колец змз 405

Продолжение не быстрой истории, как из нескольких ЗМЗ-шных двигателей собрать один ровный, при этом уложиться в бюджет порядка 10.000 рублей…
Делается всё не спеша, по полчаса-часу в день, да и то не каждый день, спешить соседу со сборкой двигателя некуда
Сделано — пролита ГБЦ, по результату пришлось до притирать несколько клапанов.
Разобрал маслонасос со ворого разобранного двигателя, промыл, промерял (всё в идеале в допусках, на видео показал) шлифанул проставку над шестренями в зеркало, собрал.
Со склада распакованы уже известные вам "накоманские" особо точные весы и развешена поршневая.
Отдельно поршни, пальцы, верхняя и нижние головки шатунов, затем шатуны уравнены по центру масс
Из всех доступных пальцев (новых в магазинах нет, а что привозят — короче на 1мм и ещё меньших диаметров чем те что есть) выбрано 4 с минимальной выработкой и подобраны под шатуны что бы не выпадали и не люфтили.
Ни о какой перевтуливании (тем более на коленках соосность при развертке новых втулок соблюсти невозможно (!), а перевтулка на оборудовании стоит более 2000 за 4 шатуна) и речи идти не может, по максимуму использую комбинацию из не изношенных заводских деталей)
Поршни нагреты на водяной бане и надеты на шатуны на подобранные пальцы.
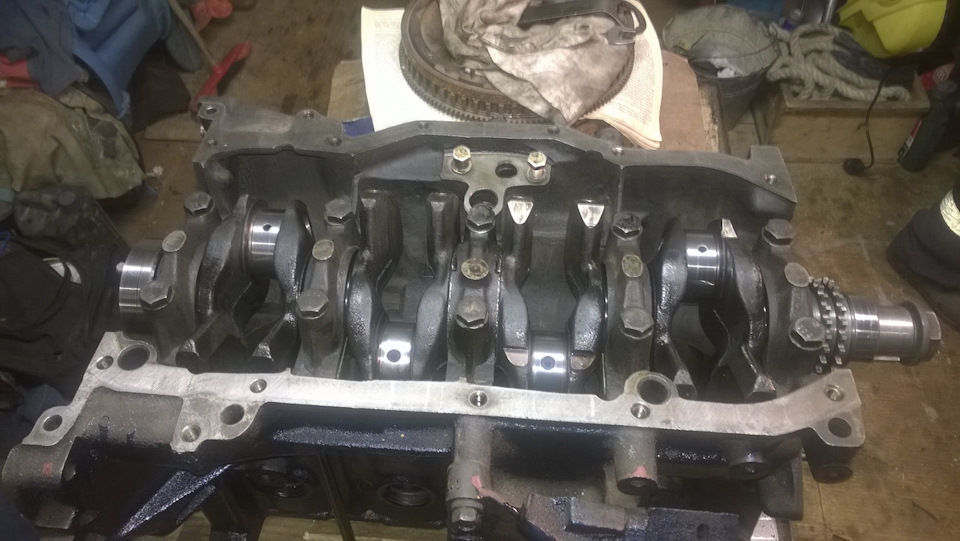
Затем началась сборка — установлен коленвал, болты на резьбовой фиксатор. бугеля затянуты дино-ключиком, задний сальник — новый кортеко (на сальниках, прокладках, герметике и фиксаторах не экономим)
Все пары скольжения смазываются смесью хорошей минеральной трансмиссионки + монтажная паста LM48
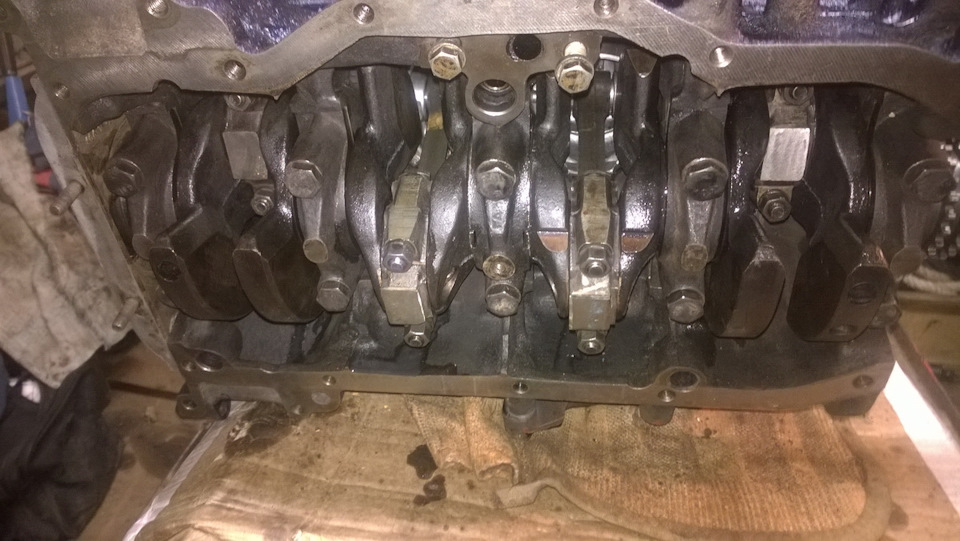
Промерены зазоры в замке колец (верхние — 0,6 мм, маслосъёмное цельное — 0,5мм, в допуске, хоть по верхним и на пределе), кольца одеты на поршня и поршневая с помощью оправки установлена на место. Крышки шатунов прикручены на резьбовой фиксатор с использованием дино -ключа, само собой.

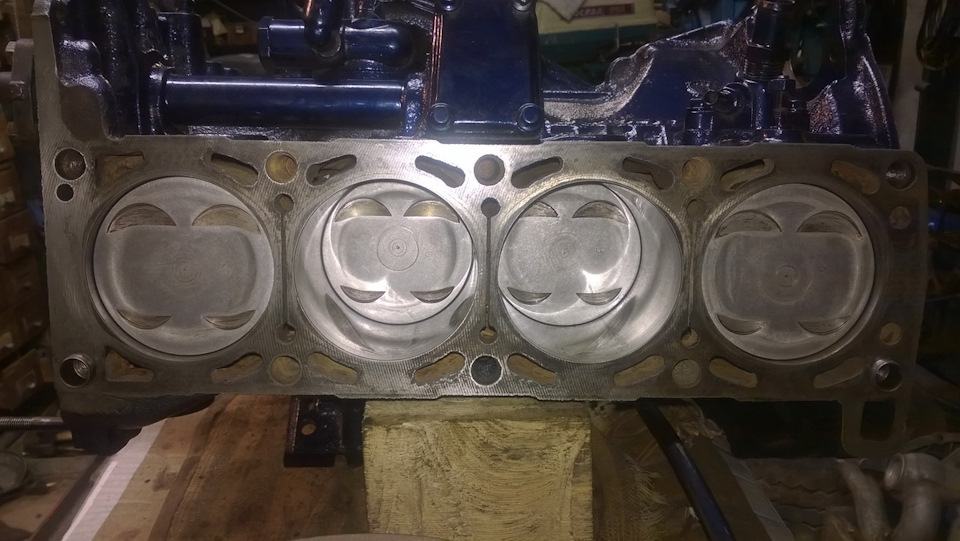
За сим блок ждёт сборки цепей, передней крышки и одевания гбц, финально поставим поддон, маховик и начнём ставить навеску.
В видео оговорился, конечно на всю мелочевку ушло что то до 10.000 российских рублей (тут дорогая металло прокладка от евро 3, хорошие подкладки, сальники, резьбовой фиксатор, бузуликовские кольца и заводские вкладыши)
Страшно подумать, во сколько выливается капиталка при перешлифовке коленвала, расточке цилиндров, покупке новой поршневой, маслонасоса, комплекта ГРМ и прочего прочего прочего
По идее если так капиталить то совсем не удивительно заводское ценообразование на новый ЗМЗ-405 в 140.000 + рублей (если не ошибаюсь), поэтому скажу вам честно ну его в пень в наше нелегкое время такие капиталки.
Считайте сами по нашим ценам — шлифовка коленвала — 3500 руб. при этом балансировку физически сделать негде, ближайшее место для этого — Москва. Это ещё около 2.000 за передачу туда-обратно и нет гарантии что по дороге не стукнут и не погнут)
Расточка блока — это ещё + 3500 и никакой гарантии что хон будет грамотно нанесён (это не только оборудование, но ни неизношенные хон бруски)
Новые поршня с пальцами — + 1500 рублей и никакой гарантии (точнее 99% уверенность) что это будет китай
Маслонасос (судя по их деффектовкам, там на новых зазоры такие, что в допуск не укладываются) — ещё + 2500 (это не в Москве — это у нас тут такие цены, всё дороже)
Комплект ГРМ (не понять какого качества с ресурсом 50.000 уже за счастье) — ещё 5.000…
итого сколько там нащёлкало? 18.000. И это без замены гидрокомпенсаторов (+5.000) и распредвалов (+5000)!
Плюс ещё 10.000 на то что нами покупается и без чего никак не собрать. Плюс оплата работы если собирает не сами. И поверьте, если делать по уму работы там не на одну неделю и лично я бы менее чем за 30.000 за такую работу бы не взялся ибо проверить-перепроверять нужно всё и вся да ещё гарантию давать!
Итого полная капиталка в среднем может встать в 18.000+10.000+10.000+30.000= 68.000
А какой ресурс будет у этого всего свежекупленного и не развалиться ли оно через 50.000 (даже не смотря на полную проверку и промерку всего и вся не гарантии на заводской брак деталей)?
Насколько качественно прошлифуют коленвал и расточат блок?
Сколько останется расстояние от цилиндра до проточки охлаждения которая между цилиндрами в блоке ЗМЗ-405 и как быстро там пробьет прокладку ГБЦ?
У нас если поискать за эти деньги (и ещё очень много из них останется) выгоднее тупо купить 2-3 двигателя ЗМЗ-406 (или ЗМЗ-405, смотря что нужно откапиталить) (если знать где искать) по возможности не сильно убитых и собрать из них один максимально ровный используя свои силы и знания (или привлекая по бартеру, как поступил мой сосед).
Для постоянных подписчиков напоминаю, что для Мастерской Интерактивной Реставрации автомобилей (МИРа) я подключил коммерческий аккаунт. www.drive2.ru/o/MIRa-Belarus
Название коммерческий не подразумевает финансовых затрат как моих так и какого либо участия подписчиков, просто это аккаунт драйв2.ру предназначенный для организаций имеющий отличия в функционале.
В этом свежесозданном аккаунте буду публиковать новости про работы в МИРе (где в каком бортовике на драйве ознакомиться со свежем выпуском, ведь не всё публикую только в бортовиках своих автомобилей)


И такс. Дошли наконец до сборки поршневой в блока.
Делаю данную операцию впервые. Возможно имеются ошибки. Спорить не буду.
1. Подготавливаем чистую ветошь, воздух для продувки, масло, оправку, молоток. И хорошее настроение.
2. Разводка колец делал по интукции на конверте колец, судя по тексту, книга предполагала тоже самое.
3. Я не очень понял что за 120град. рекомендуют при разводке колец, но если смотреть "Теорию ДВС" Евгения Травникова, то замок нельзя ставить на одной оси с пальцем или юбкой поршня.
4. Вся сборка проходит не долго, больше времени уходит на чистку от старых прокладок, продувку блока, и прочие мелкие, простые операции но необходимые.
Очистить все привалочные поверхности блока от прилипших и порванных при разборке прокладок.
Закрепить блок цилиндров на стенде, внимательно осмотреть зеркало цилиндров, при необходимости следует снять шабером неизношенный поясок над верхним компрессионным кольцом
Металл следует снимать вровень с изношенной поверхностью цилиндра.
Вывернуть пробки масляного канала и продуть все масляные каналы сжатым воздухом.
Завернуть пробки на место.
Подсобрать коленчатый вал, для чего вывернуть пробки грязеуловителей шатунных шеек и удалить из них отложения, промыть и продуть воздухом, поставить пробки на место, затянуть их моментом 37. 51 Нм (3,8. 5,2 кгсм). Для надежного стопорения на резьбу пробок нанести анаэробный герметик «Стопор-9».
Проверить состояние рабочих поверхностей коленчатого вала. Забоины, задиры и другие наружные дефекты не допускаются.
Протереть салфеткой постели под вкладыши в блоке и в крышках коренных подшипников.
Установить в постели блока вкладыши коренных подшипников верхние (с канавками и отверстиями), а в постели крышек — нижние (без канавок), протереть вкладыши салфеткой и смазать их маслом для двигателя.
Протереть салфеткой коренные и шатунные шейки коленчатого вала, смазать их чистым маслом и установить коленчатый вал в блок цилиндров.
Смазать маслом и установить полушайбы упорного подшипника:
— верхние — в проточки третьей коренной постели антифрикционным слоем с канавками к щеке коленчатого вала;
— нижние — вместе с крышкой третьего коренного подшипника. Выступы нижних полушайб должны зайти в пазы крышки;
Установить крышки остальных опор на соответствующие коренные шейки, завернуть и затянуть болты крепления крышек коренных подшипников моментом 98. 107,9 Нм (10. 11кгсм).
На нижних поверхностях 1, 2 и 4 коренных крышек выбиты их порядковые номера.
На нижней поверхности крышки третьей коренной опоры расположено резьбовое отверстие для крепления держателя масляного насоса, а на боковых поверхностях — проточки и пазы для установки полушайб. Крышки коренных опор устанавливаются согласно их нумерации, ориентируясь так, чтобы пазы под ус вкладыша в крышке и блоке располагались с одной стороны.
Провернуть коленчатый вал, вращение его должно быть свободным при небольшом усилии.

Проверить осевой зазор коленчатого вала (Рисунок 1), который должен быть не более 0,36 мм.
Для неизношенных коленчатого вала и полушайб упорного подшипника зазор составляет 0,06… 0,27 мм.
При превышении осевого зазора максимально допустимой величины заменить упорные полушайбы на новые и вновь замерить осевой зазор. Если при замере он окажется более 0,36 мм, заменить коленчатый вал.
Взять сальникодержатель с сальником заднего конца коленчатого вала, проверить пригодность сальника к дальнейшей работе.
Если сальник имеет изношенные рабочие кромки или слабо охватывает фланец коленчатого вала — заменить его новым.
Запрессовку сальника в сальникодержатель рекомендуется производить при помощи оправки. Сальник должен быть установлен пыльником наружу двигателя, рабочей кромкой, охватываемой пружиной, вовнутрь.
Перед запрессовкой на наружную поверхность сальника нанести смазку Литол-24, для облегчения запрессовки.
Заполнить на ⅔ полости между рабочей кромкой и пыльником резиновой манжеты смазкой ЦИАТИМ-221, установить и закрепить сальникодержатель с прокладкой к блоку цилиндров.
Установить маховик на задний конец коленчатого вала, совместив отверстие в маховике под штифт с установочным штифтом, запрессованным во фланец коленчатого вала.
Установить шайбу болтов маховика, наживить и затянуть болты моментом 70,6. 78,4 Нм (7,2. 8,0 кгсм).
Запрессовать втулку распорную и подшипник в гнездо маховика. Подшипник запрессовывать, прикладывая усилие к наружному кольцу. Запрессовка за внутреннее кольцо приведет к повреждению подшипника.
Далее собираем шатунно-поршневую группу – статья «Подсборка шатунно-поршневой группы двигателя».
Закрепить держатель к масляному насосу.
Установить масляный насос с прокладкой на привалочную плоскость блока цилиндров и закрепить.
Срезать выступающие над плоскостью блока, крышки цепи и сальникодержателя выступающие концы прокладок крышки цепи и прокладки сальникодержателя.
Установить и закрепить масляный картер с прокладкой и усилитель картера сцепления.
Смазать маслом, применяемым для двигателя, втулки промежуточного вала, установить сегментную шпонку в паз на конце промежуточного вала и установить промежуточный вал в блок цилиндров.
Ввернуть два болта в передний фланец промежуточного вала. Установить шестерню с гайкой на задний конец вала, совместив шпоночный паз шестерни со шпонкой, и вращая промежуточный вал за два болта, завернуть гайку шестерни до упора.
Установить и закрепить фланец промежуточного вала.
Смазать маслом, применяемым для двигателя, валик привода масляного насоса и зубья шестерен и вставить валик в отверстие блока до входа в зацепление шестерен привода масляного насоса и промежуточного вала.
В отверстие втулки валика привода вставить шестигранный валик привода масляного насоса, так, чтобы он зашел шестигранное отверстие валика масляного насоса.
Установить и закрепить крышку привода масляного насоса с прокладкой.
Проверить легкость вращения промежуточного вала. Вал должен вращаться свободно, без заеданий.